
服務(wù)熱線
13702918602











整平機(jī)結(jié)構(gòu)簡單、科學(xué)合理、有創(chuàng)意,改進(jìn)了加料方式,提高了產(chǎn)品的生產(chǎn)效果,安全可靠,送料器有名送料機(jī),常見于粒料,粉料,片狀料,帶狀等材料的自動(dòng)化,數(shù)控化,準(zhǔn)確化的輸送,蘇州整平機(jī),無論是輕工行業(yè)還是重工業(yè)都不可缺少的傳輸設(shè)備。
一種送料器,主要包括一個(gè)水平軸、一個(gè)攪拌軸,和一個(gè)漏斗形外殼,其水平軸,一端配有三角皮帶輪,整平機(jī)設(shè)有平健將三角皮帶軸和水平軸連接,在軸另一端配有小傘齒輪與攪拌軸上端傘齒輪相嚙合,在水平軸近小傘齒輪端,設(shè)有軸承座,配有軸承,毛氈,軸承壓蓋與水平軸相配,用螺釘固定,軸承座有螺釘和圓柱銷與圓盤固定。
攪拌軸上部端配有傘齒輪下部設(shè)有圓盤及軸承座,配有軸承,毛氈,軸承蓋與攪拌軸相配,軸承座和圓盤為一整體,攪拌軸中部配有攪拌架,攪拌軸下端設(shè)有螺旋送料板,整平機(jī)在攪拌軸的外周,設(shè)有上大下小的漏斗形狀外殼,在外殼下部連有接管,接管下部,設(shè)有兩個(gè)半圓帶有接耳的軸套,可用螺釘、螺母,將兩個(gè)半圓軸套固定在螺旋桿軸上,在傘齒輪上部設(shè)有齒輪罩,在圓盤上設(shè)有一加料口。

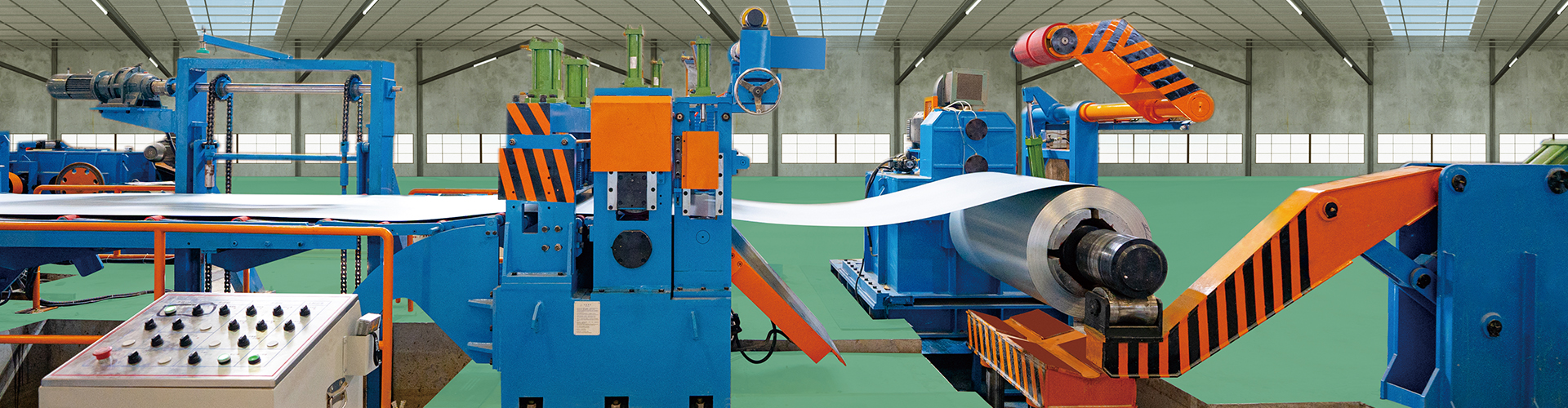
三合一送料機(jī)由材料架部分與整平送料機(jī)頭部分兩大主體結(jié)構(gòu)組成
三合一的整平送料機(jī)頭使用時(shí),首先通過樞轉(zhuǎn)進(jìn)料寬度調(diào)整組件的螺桿調(diào)整兩滑動(dòng)座之間的距離,以將限位通道的寬度調(diào)整至與待整平加工的卷料的寬度相匹配,再通過整平送料機(jī)進(jìn)料機(jī)構(gòu)的第二直線驅(qū)動(dòng)器驅(qū)使上進(jìn)料滾輪朝遠(yuǎn)離下進(jìn)料滾輪的方向移動(dòng),接著,將由三合一送料機(jī)材料架部分開卷而來的料帶沿進(jìn)料導(dǎo)向通道送入并順次穿過限位通道及進(jìn)料口終進(jìn)入整平裝置的整平區(qū),再通過第二直線驅(qū)動(dòng)器驅(qū)使上進(jìn)料滾輪朝靠近下進(jìn)料滾輪的方向移動(dòng),則通過旋轉(zhuǎn)驅(qū)動(dòng)器驅(qū)使上進(jìn)料滾輪及下進(jìn)料滾輪的相互配合的轉(zhuǎn)動(dòng)以將料帶送入整平區(qū),而整平裝置的下整平輪組亦由旋轉(zhuǎn)驅(qū)動(dòng)器驅(qū)使轉(zhuǎn)動(dòng),下整平輪組與上整平輪組相互配合對(duì)料帶進(jìn)行整平加工。
精密整平機(jī)整平滾筒的上下排列方式:
1、精密精密整平機(jī)的滾筒排列是上9下11,這樣滾筒排列方式就要求材料上入式進(jìn)精密整平機(jī),也就是材料的彎曲度向下進(jìn)入精密整平機(jī)。
2、如果相反進(jìn)料,整平上滾筒就不能弄壞材料的應(yīng)力不能整平材料,標(biāo)準(zhǔn)精密整平機(jī)滾筒排列都是上排滾筒是單數(shù),但有也專為沖壓產(chǎn)品要求下入式進(jìn)料訂做的精密整平機(jī),這時(shí)如果上入料進(jìn)料就不能整平了,所以要確定精密整平機(jī)的滾筒排列,選擇正確的入料方式才能整平材料、簡單的確定入料選擇上入式還是下入式,可以從精密整平機(jī)出料口來確認(rèn),如果出料口外面的滾筒是下滾筒,就選擇上入式進(jìn)料,如果出料口外面的滾筒是上滾筒,就選擇下入式進(jìn)料。
技術(shù)人員還告訴我們,確定以上兩點(diǎn)后,我們就可以進(jìn)入到操精密整平機(jī)了,先把精密整平機(jī)的四個(gè)整平調(diào)節(jié)手柄向上旋出至能原料能進(jìn)入即可,然后拿一片片料或剪一米長左右的原材料上入式進(jìn)入精密整平機(jī),再將四個(gè)整平調(diào)節(jié)手柄一致向下旋緊,一邊拉動(dòng)原材料,整平機(jī)飛剪,直到原材料比較難拉動(dòng)為止。
對(duì)應(yīng)百分表將四個(gè)整平調(diào)節(jié)手柄調(diào)到相同的刻度:注百分表一定要是準(zhǔn)確的前提下,如不準(zhǔn)確就拉動(dòng)原材料四邊,確認(rèn)精密整平機(jī)四個(gè)整平調(diào)節(jié)手柄下方滾筒都有壓住原材料,然后把精密整平機(jī)電箱電源開關(guān)打開,調(diào)到手動(dòng)控制,按正轉(zhuǎn)使原材料通過精密整平機(jī),觀察原材料弧度變化情況。
如果原材弧度和整平前相反,說明整平壓力過大,四個(gè)整平調(diào)節(jié)手柄向下旋轉(zhuǎn)過多,需要適當(dāng)向上旋起,如果弧度只是變大,說明整平壓力過小,四個(gè)整平調(diào)節(jié)手柄要繼續(xù)向下旋轉(zhuǎn),如此反復(fù)調(diào)整,直到原材料達(dá)整平度要求,在此調(diào)整過程中,操作員一定要細(xì)心和有耐心,對(duì)于平整度要求高的一些材料調(diào)整是需要花費(fèi)很長時(shí)間反復(fù)調(diào)整才能達(dá)到要求的。




掃一掃手機(jī)網(wǎng)站


 在線客服
在線客服 13702918602
13702918602 540688421@qq.com
540688421@qq.com